IMPLEMENTATION OF THE WELDING OF PVC PROFILESC
The profile must be cut at right angles, Fig 1, and the two ends thoroughly cleaned to allow a perfect adhesion on the entire surface at the time of fusion. The heating blade used for welding, Fig 4, must be cleaned well and connected to a power outlet to 220 V in order to reach the 160/170 ° C in 3-4 minutes. The parts to be welded are placed on a hard surface (table), Fig 2, and put together perfectly (5-10 mm will be lost with the welding). The blade is sunk for about 20 seconds between the ends of the profile during the fusion and a small amount of PVC equal to about 3 mm will appear on both sides of the heating blade.
At this point remove the blade with a quick movement upwards in order to remove the minimum amount of PVC and immediately pull the two ends holding them together for 20 seconds to allowthe cooling of the PVC.
With a knife, trim the seam and test it by bending over.
With a hot air soldering iron, Fig. 5, and a flexible PVC lanyard may be retrieved and sorted small holes or irregularities, and also stretched a little creasing reinforcement, Fig 3. During the welding must be kept an exact alignment of the two edges so that the reinforcements and the bulb match and then reconstitute the continuity of the barrier to the passage of water.
It is important to remember that the heated blade should always be cleaned while it is still warm and the welded section, during the installation phase, should not be bent abruptly in the vicinity of the joint. The welds, performed by the procedure specified, guarantee a perfect anchorage of the various elements and a totally waterproof seam.
INSTALLATION PROCEDURE
WATERSTOP INCLUDED IN THE CASTING
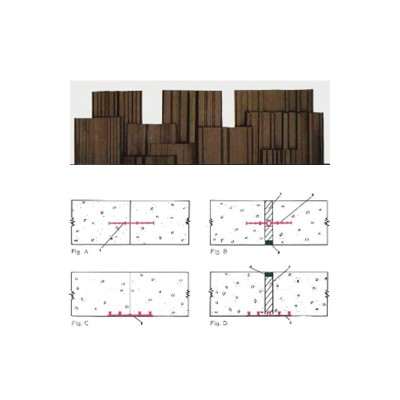
Both for expansion and recovery joints, it is necessary to cure the positioning and the fixing of the PVC profile to avoid deformation and formations of folds of itself, during the execution phase of the casting. It is necessary to fix the profile steel reinforcement bars as shown in Figure G. In case of execution of construction joints, the casting will be made in contact with the former. In case of execution of expansion joints, the containment bin of the first part of the casting must be replaced by a sheet of elastic material to allow to realize a coupling of the desired width. It's advisable to use concrete mixed with inert gases, mixed with care and well compacted. Our type DA and DLN profiles have a closed central shapingat the bottom by a thin film, which prevents the concrete castings fits into the central groove, with a consequent limitation of joint movements. The stresses of the structure will break the thin protection film allowing full mobility to the joint. The outer closure will be implemented after the curing of the casting, with a flexible sealant like THIOFIP T or S.
WATERSTOP PLACED OUTSIDE THE CASTING
It operates in the same way whether it's expansion joints or joints of recovery: to avoid the displacement of the profile due to the pressure of the casting it is necessary to fix it on the formwork by means of a suitable adhesive in the case of metal formworks and, in the case offormwork wood, you can directly nail the outer flaps.
INTERSECTION PIECES
On request we can provide special intersection pieces, realized with any profile. The various joints can be made on site by appropriately trained personnel, with the aid of suitable atterezzature for welding. Upon request, we realize PVC WATERSTOPS FIP correspondence with regulatory CRD-C 572-74 issued by the Corps of Engineers Specifications for Polyvinylchloride waterstops. All profiles described may be made of natural rubber or neoprene according to CRD-C 513-74 regulations issued by the Corps of Engineers Specifications for Rubber waterstops.
In addition to the normal coating action determined...